тел: +7 (950) 790-65-90 - Алексей

На листе формата A3 выполнить следующее: 1. Просто перечертить рис. 44.
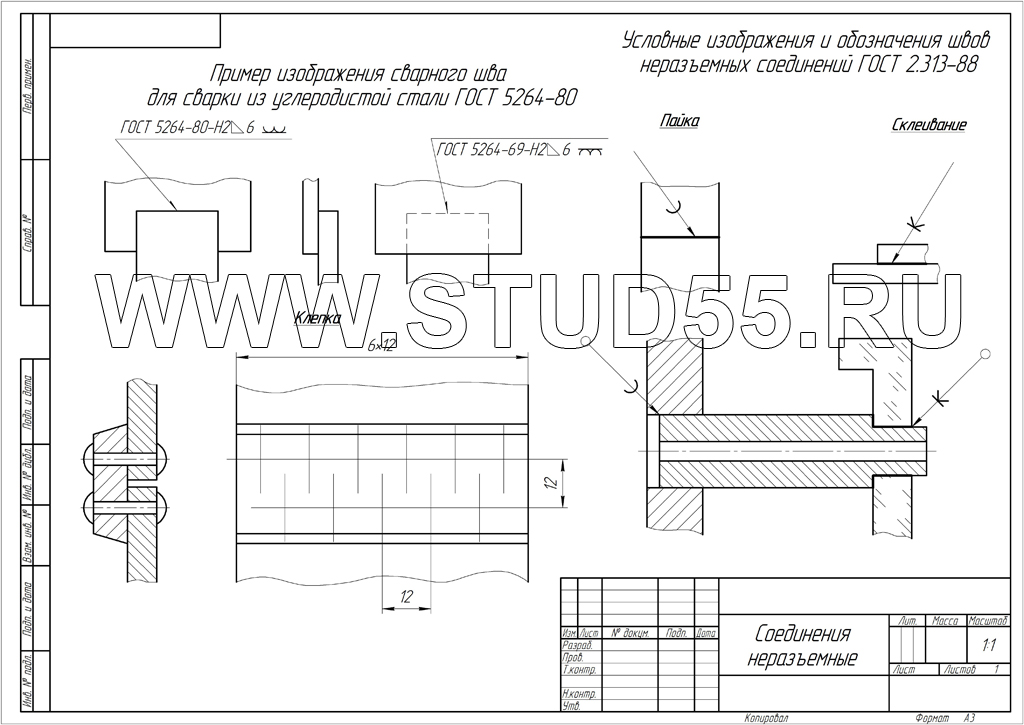
В графе 1 основной надписи (содержание чертежа) написать: Неразъемные соединения.
Указание: воспользоваться ГОСТ 2.312-72.
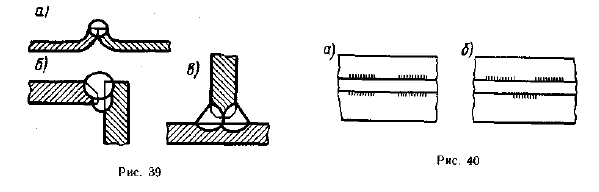
В настоящее время существует чрезвычайно большое число видов сварки и способов их осуществления ГОСТ 19521-74 «Сварка металлов. Классификация» и к ГОСТ 2601-84 «Сварка металлов. Основные понятия. Термины и определения». Столь же многочисленны и условные обозначения швов сварных соединений и способов сварки, поэтому, изучая эту тему, студент должен ознакомиться только с основными понятиями этого вида неразъемного соединения, основными правилами изображения сварных соединений и некоторыми их условными обозначениями. Различают соединения: стыковое (рис. 38, а), нахлесточное (рис. 38, б), угловое (рис. 38, в), тавровое (рис. 38, г) и торцевое (рис. 38, д), обозначаемые символами С, Н, У, Т соответственно.

Кромки свариваемых деталей могут быть подготовлены различным способом: без скосов (рис. 38, б, в, г), со скосом одной кромки (рис. 39,6), со скосом двух кромок (рис. 38, а), с двумя симметричными скосами одной кромки (рис. 39, б), с отбортовкой кромок (рис. 39, а) и др. Для их различения к соответствующему буквенному символу добавляется еще цифровое обозначение вида подготовленных кромок: C1, C2, С3 и т. д.; У1, У2, У3,…; HI, H2, Н3,…; T1, T2, Т3 …
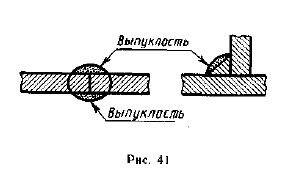
Шов может быть односторонним (см. рис. 38, г) и двусторонним (см. рис. 39, б, в), непрерывным или прерывистым с цепным (рис. 40, а) или шахматным (рис. 40, б) расположением свариваемых участков, точечным и др.
Может потребоваться снятие усиления шва с обеих или с одной его стороны (рис. 41) или обработка наплывов и неровностей шва с плавным переходом к основному материалу.
Шов может выполняться при монтаже изделия по замкнутой или незамкнутой линии, на флюсовой подушке, на стальной или флюсомедной подкладке, в среде защитного газа, с плавящимся или неплавящимся электродом и т. д.
Все это находит отражение в условных обозначениях швов сварных соединений в соответствующих стандартах. Так, например, правила обозначения швов сварных соединений, выполняемых ручной дуговой сваркой, изложены в ГОСТ 5264-80; выполняемых сваркой под флюсом — в ГОСТ 8713-79; выполняемых дуговой сваркой в защитном газе — в ГОСТ 14771-76. Основные типы, конструктивные элементы и размеры точечных сварных соединений приведены в ГОСТ 14776-79 и т. д. Следовательно, чтобы правильно обозначить шов сварного соединения, надо знать вид сварки (дуговая или газовая, ручная или автоматическая и т. д.), тип шва (С, Н, У, Т), форму подготовки кромок, требуется ли снять выпуклости, будет ли сварка производиться при монтаже (что обычно имеет место при возведении стальных каркасов зданий и других сооружений), по замкнутой линии или нет и т. д.
На рис. 42 приведена структура условного обозначения стандартного шва или одиночной сварной точки. Все швы независимо от способа сварки изображаются одинаково. Согласно ГОСТ 2.312-72, видимый шов изображают сплошной основной линией, а невидимый — штриховой линией. Видимую одиночную сварную точку отмечают знаком «+», выполняемым сплошными основными линиями. Невидимые одиночные точки не изображаются.
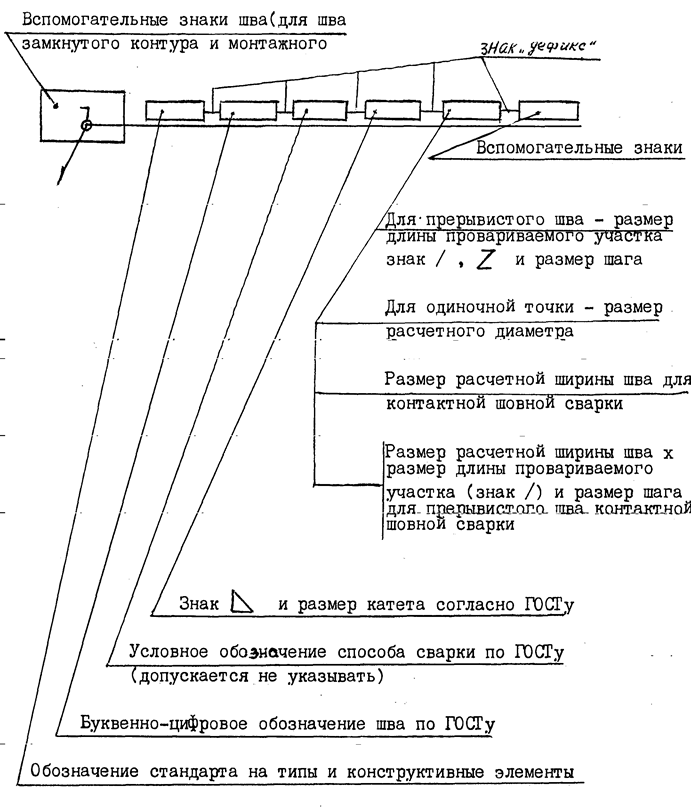
Рис. 42
Условное обозначение шва наносят или на полке линии-выноски, проведенной от изображения шва или одиночной сварной точки с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны, причем на линии-выноске вначале делается односторонняя стрелка. За лицевую сторону одностороннего шва принимают сторону, с которой производят сварку, за лицевую сторону двустороннего шва с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. При симметрично подготовленных кромках за лицевую может быть принята любая сторона.
Если все сварные швы, изображенные на чертеже изделия, хотя и разных типов, выполняются по одному и тому же стандарту, например по ГОСТ 5264-80, его обозначение на полке не указывается, а на этот стандарт дается ссылка в технических требованиях, располагаемых над основной надписью.

Рис.43 — Фрагмент чертежа со сваркой по заданию
Расшифровка условного обозначения шва – Сварной нахлесточный шов (Н2 — двухсторонний без скоса кромок) ручной дуговой сваркой ГОСТ 5264-80, размер катета 6 мм, наплывы и неровности шва обработать с плавным переходом к основному металлу. Шов слева – лицевой, справа — изнаночный.
Способы пайки довольно разнообразны: пайка паяльником, электродуговая, электронным лучом, лазером и др. (интересующихся отсылаем к ГОСТ 17349-79 «Пайка. Классификация способов»). Разновидностью пайки является лужение. При пайке применяются различные припои: медные, цинковые, цинково-медные, . серебряные и др. (см. ГОСТ 19248-73 «Припои. Классификация»).
Наиболее широко применяется пайка оловянно-свинцовым припоем при изготовлении таких изделий, как холодильники, радиаторы и т.п., например припоями ПОС-40, ПОС-61, ПОС-90 и др. (цифры указывают содержание в процентах олова, остальное — свинец), в радиотехнике и т. п.
Условные обозначения паяных швов аналогичны условным обозначениям сварных швов, но с добавлением литеры «П». Например, нахлесточное соединение обозначается ПН (ПН-1, ПН-2 и др., тавровое — ПТ (ПТ-1, ПТ-2 и т. д.), угловое — ПУ (ПУ-1, ПУ-2, ПУ-3).
Однако стыковое паяное соединение в отличие от сварного обозначается ПВ (паяние встык — ПВ-1, ПВ-2 и т. д.), а литерами ПС (ПС-1, ПС-2 и т. д.) обозначается соприкасающийся тип паяного соединения (подробнее см. ГОСТ 19249-73 «Соединения паяные. Основные типы и параметры»).
Правила изображения швов, получаемых пайкой, изложены в ГОСТ 2.313-82 «Условное изображение неразъемных соединений». Согласно стандарту, место соединения элементов, начерченных в разрезе и на видах, показывают толстой сплошной линией толщиной 2s. От места пайки проводится начинающаяся двусторонней стрелкой (или точкой при указании невидимых плоскостей соединения) тонкая линия-выноска, заканчивающаяся полкой, на которой размещаются символы и знаки, характеризующие соединение. На линии-выноске, между стрелкой и полкой, наносится сплошной основной линией символ пайки (см. фрагмент чертежа).
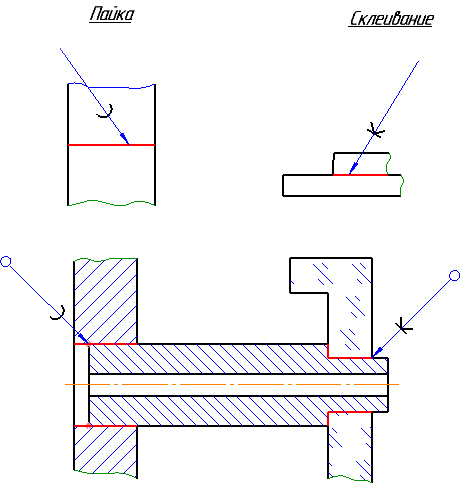
Рис. 45
Верхние рисунки — примеры обозначения пайки и склеивания по незакнутой лини, на нижнем фрагменте – обозначение швов по замкнутой линии.


: лабораторные работы для студентов (часть1).")



